刀口直尺|刀口形直尺|刀口型直尺刀口直尺,刀口形直尺,刀口型直尺-泊头量具


刀口直尺
刀口直尺,刀口形直尺,刀口型直尺也有人称为间尺,具有_的直线棱边,用来测量长度和作图。广泛应用于数学、测量、工程等学科。
产地:河北省>泊头市
供应商:泊头市量具有限公司
电话:15531712560
刀口直尺详细内容

刀口直尺,刀口形直尺,刀口型直尺是一类测量面呈刃口状的直尺,用于测量工件平面形状误差的测量器具。
刀口直尺,刀口形直尺,刀口型直尺也有人称为间尺,具有准确的直线棱边,用来测量长度和作图。广泛应用于数学、测量、工程等学科。
刀口直尺,刀口形直尺,刀口型直尺是一种测量面呈刃口状的精密量具,主要用于检测工件平面或直线度的形状误差,其核心功能是通过光隙法或痕迹法实现高精度测量。
刀口直尺,刀口形直尺,刀口型直尺核心用途与工作原理
检测对象:适用于机械加工、汽车制造、电梯安装等领域,测量工件平面度(如发动机缸体、电梯轨道)或直线度(如机床导轨),精度可达0.5μm。
工作原理:利用刃口边缘与工件接触形成的光隙(透光间隙)判断误差,间隙大小对应偏差值;或通过涂色法(痕迹法)观察接触痕迹分布。
刀口直尺,刀口形直尺,刀口型直尺技术规格与标准
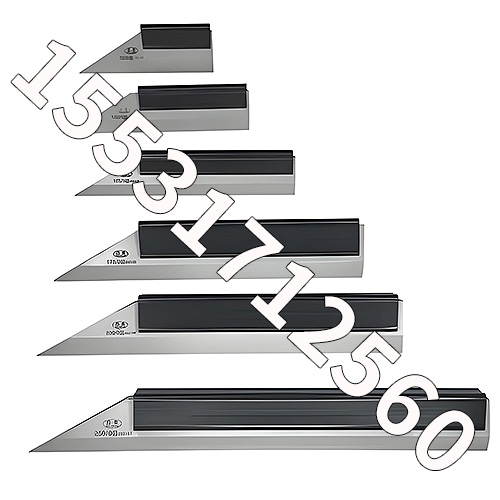
刀口直尺,刀口形直尺,刀口型直尺类型与参数:
刀口尺(单刃口):测量面长度≤500mm,直线度公差≤1μm/m。
三棱尺(三刃口):三面夹角60°,平面度误差≤0.5μm。
四棱尺(四刃口):四面夹角90°,对角线公差±0.15mm。
刀口直尺,刀口形直尺,刀口型直尺材料与精度:
刀口直尺,刀口形直尺,刀口型直尺材质:不锈钢(硬度≥713HV)或镁铝合金(轻便抗腐蚀),表面粗糙度Ra≤0.05μm。
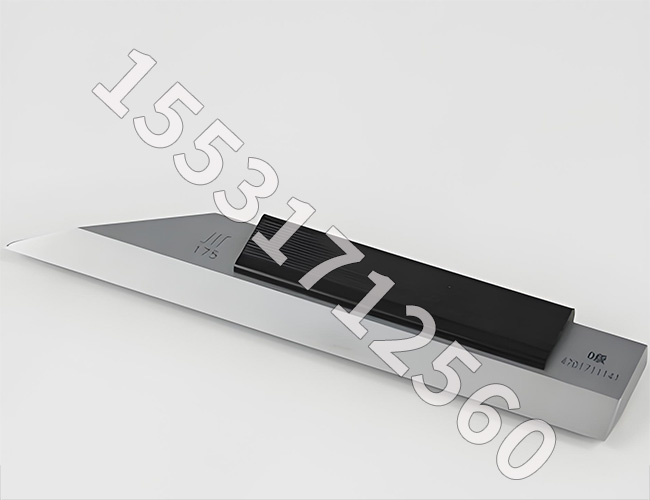
刀口直尺,刀口形直尺,刀口型直尺精度等级:0级,至2级,0级产品误差≤0.5μm(如175mm规格)。
刀口直尺,刀口形直尺,刀口型直尺执行标准:GB/T 6091-2022(2023年实施),替代旧版GB/T 6091-2004,配套JJG63-2007检定规程。
刀口直尺,刀口形直尺,刀口型直尺使用方法与注意事项
刀口直尺,刀口形直尺,刀口型直尺操作步骤:
光隙法:将刀口尺轻贴工件表面,在20±2℃环境下观察透光间隙,对比标准光隙(如1μm间隙用0级量块)。
痕迹法:工件表面涂色,刀口尺贴合后通过痕迹分布判断平整度。
刀口直尺,刀口形直尺,刀口型直尺关键要求:
工件粗糙度Ra≤0.04μm,避免散射光干扰。
禁止施压,仅靠自重贴合;测量后涂防锈油保存。
刀口直尺,刀口形直尺,刀口型直尺外观
刀口形直尺测量面上不应有影响使用性能的锈蚀、碰伤、崩刃等缺陷。
刀口直尺,刀口形直尺,刀口型直尺材料
刀口直尺,刀口形直尺,刀口型直尺应选择合金工具钢、轴承钢或其他类似性能的材料制造。
刀口直尺,刀口形直尺,刀口型直尺装置
①、刀口尺上应安装隔热板或装置。
②、三棱尺和四棱尺上应带有手柄。
刀口直尺,刀口形直尺,刀口型直尺硬度和表面粗糙度
①、刀口形直尺测量面的硬度不应小于713HV(或60HRC);同一测量面的不同部位的硬度差不应大于82HV(或3HRC)。
②、刀口形直尺测量面上的表面粗糙度Ra值不应大于0.05μm刀口尺和三棱尺上与测量面相邻接表面的表面粗糙度Ra值不应大于0.8μm;四棱尺上与测量面相邻接表面的表面粗糙度Ra值不应大于0.2μm。
刀口直尺,刀口形直尺,刀口型直尺稳定性和去磁
刀口形直尺应经过稳定性处理和去磁处理。
与刀口直尺相关的产品

联系我们
泊头市量具有限公司
地址:
河北省沧州市泊头市工业开发区
邮编:062150
手机一部:
15531712560
网址:www.ztpt8.com